








The large-scale solution for the fully automatic fusion process- Leading technology for highest level of laboratory quality and efficiency
Use
- Preparation of fused beads
Material
- Different oxidic sample material, e.g., cement, slag, ores, ferroalloys
Operation mode
- Automatic
All advantages at a glance
The automation for precise borate-fusion
The HAG system prepares oxidic sample materials by borate fusion for spectroscopic analysis. It uses high frequency fusion process which produces glass beads of exceptional analysis precision.
All following steps are fully automated within the HAG system: Sample dosing, flux weighing, fusion and transport of glass beads to the XRF, cleaning of crucibles and casting dish. All processes are under control of PrepMaster. The software provides a complete sample management system, monitors all critical parameters, and ensures trouble-free operation.
Input tray magazine
Several options of the sample input magazine are available including 62 position sample magazine and a 200, 300 or 400 vial position tray magazine. The magazine can be connected to the preceding preparation cell or can be manually loaded. There is also a 10-position manual sample input magazine in the weighing unit where samples can be registered.
The tray magazine has a x-/y/z- gripper transporting the vial inside the unit and into a barcode reading position where the sample ID can be established. The vial is placed on a transport system and transported to the fusion machine. Priorities can be set and changed on the fly. The PrepMaster control system visually indicates the status of each vial like, e.g., ‘to be analyzed’, ‘already analyzed’, ‘in fusion machine’, ‘high priority’ etc. In case that a bead is rejected within the system, the sample is collected from the magazine and automatically re-run on the system.
Dosing Module
The HAG system provides extremely accurate and precise dosing of sample and additives. The dosing unit consists of up to three dosing stations, a sample mixing station, buffer position for Platinum crucible, and a release agent dosing station. All stations are operated by a small robot.
Samples in vials are placed into one of the three dosing units. For the fusion process, flux and sample are alternately weighed into the crucible to achieve an optimal dilution of both substances. Subsequently, the crucible is transferred to the mixing station, where flux and sample are homogenized. Optionally, a release agent can be added. Finally, the crucible is placed on a turntable ready to go to fusion.
In every case, the control system allows titrating of different types of flux as well as different sample and flux volume.
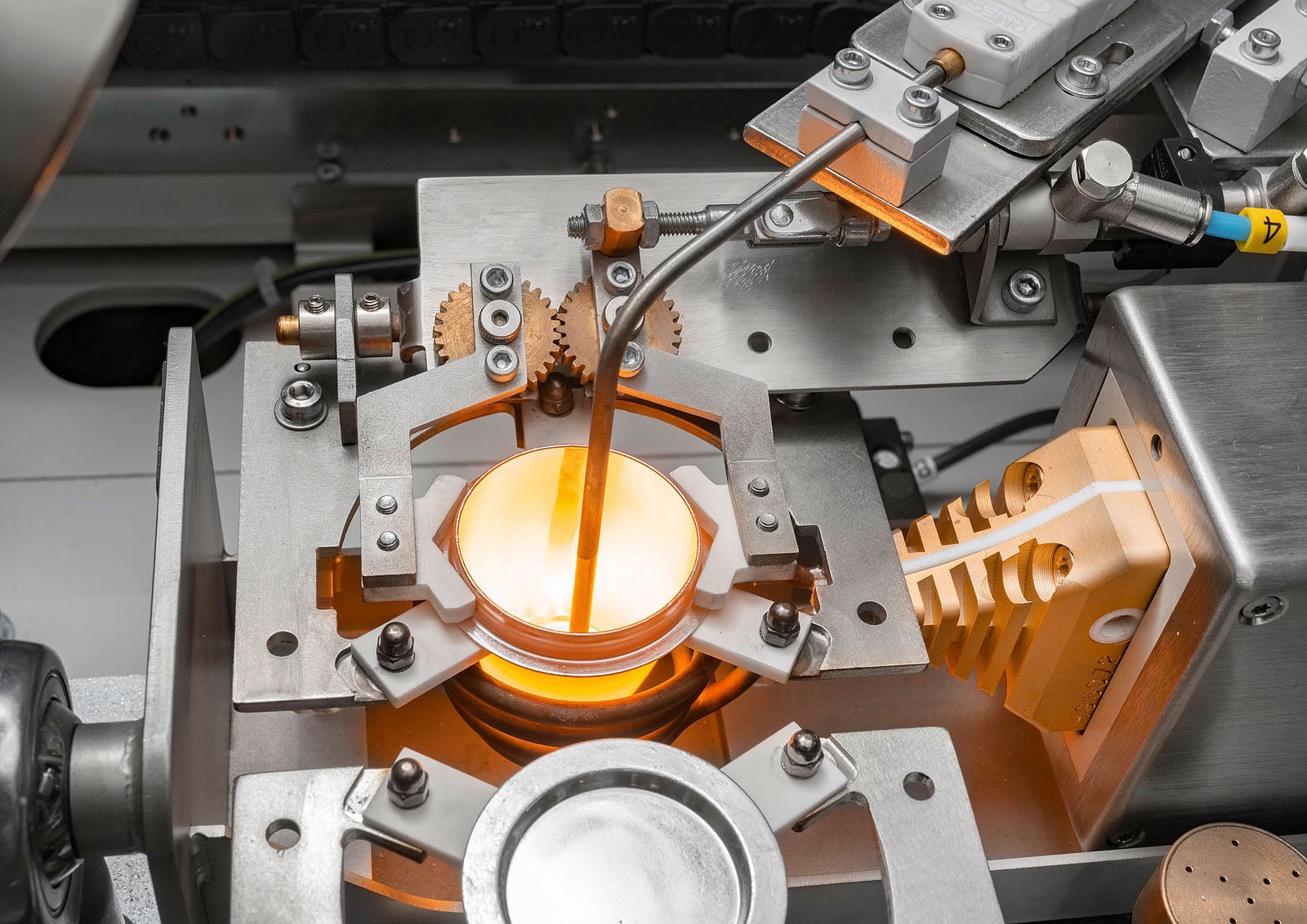
Fusion Module
According to the sample load, the fusion module consists of 4, 6 or 8 heating units. Each heating unit has two heating positions for the crucible and the casting dish. A linear system transports the sample from the turntable to the heating unit, fused bead to the XRF belt, and dirty crucibles and casting dishes to the cleaning module.
The crucible is heated by induction. During this process, the sample can be swirled to aid the mixing. In parallel, the casting dish is heated to a predefined temperature. When the heating cycle is complete, the sample is automatically poured into the casting dish. The bead is allowed to cool within the casting dish. Depending on the sample type different cooling regimes can be used such as fast cooling with compressed air.
The heating station is under control of a pyrometer. Therefore, it is possible to setup individual heating profiles for every sample type like, e.g., 500°C for 2 min, 1000 °C for 3 min and 1100 °C for 1 min.
Before transported to the XRF, a special detector confirms that the fused bead is not cracked or moon shaped.
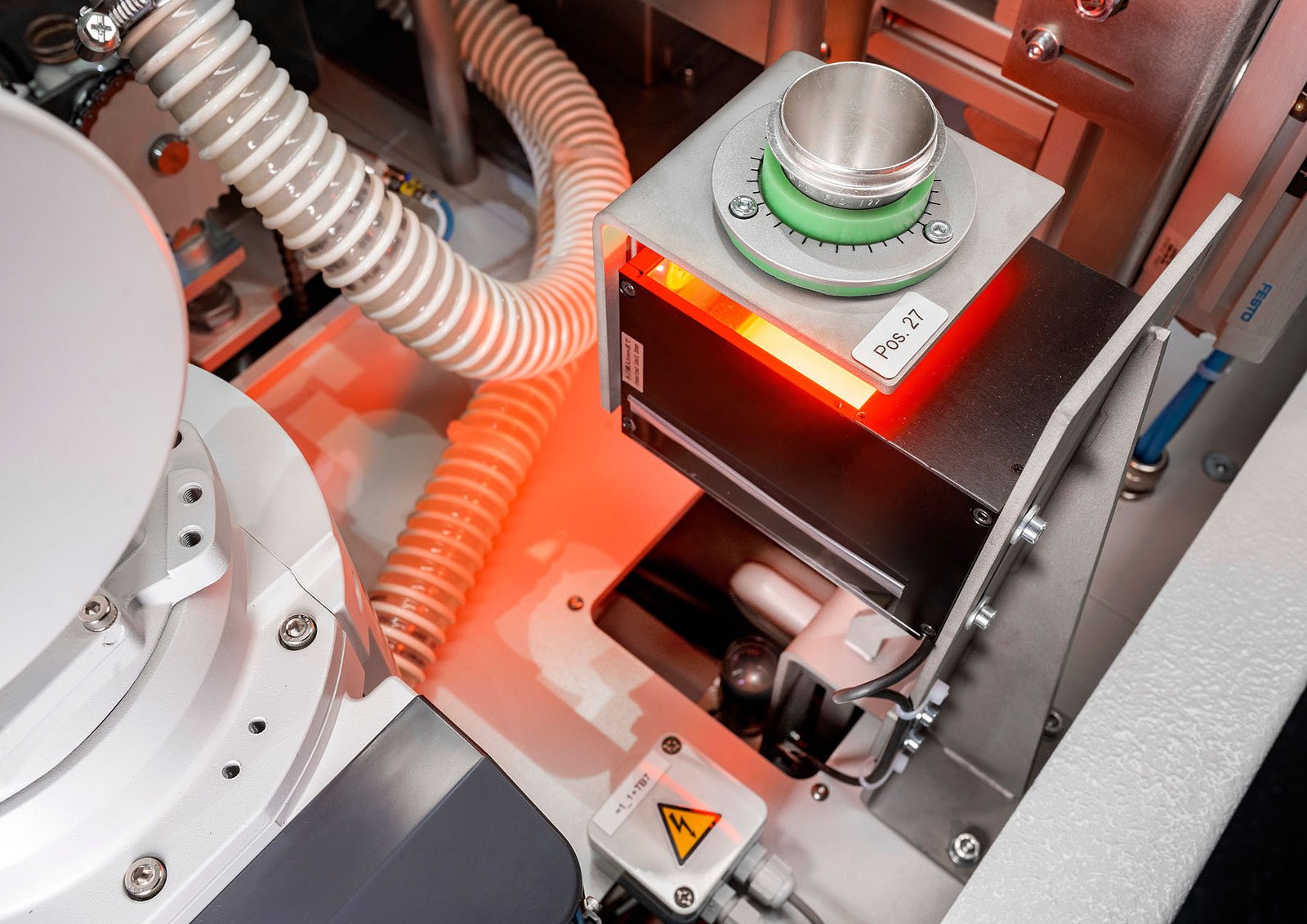
High-precision temperature control
The inductive fusion process not only allows the temperature of the melt to be set quickly and exactly to the desired target value. The technology also ensures precise temperature control. With the temperature calibration unit (optional), the individual emissivity of each crucible can be determined and monitored over the lifetime of the crucible. This enables even more precise temperature determination during the fusion process. The automatic SparkPoint vision system can also be used for automatic crucible identification. In addition, the crucible can be oriented before each digestion process so that the pyrometric temperature measurement always takes place at the same crucible position.
Cleaning Module
The automated cleaning module for dirty crucibles and casting dishes (option) consists of one or two ultrasonic baths, a washing unit, and a drying unit. 14 crucibles and casting dishes can be cleaned simultaneously in the ultrasonic cleaning module. Crucibles and casting dishes are placed in the ultrasonic bath at elevated temperature in citric acid. Afterwards, they are transported to the washing unit where they are washed with normal tap and demineralized water. Before being returned to the dosing module they are dried with hot air blowers. All cleaning parameters can be adjusted with the PrepMaster system.
Design options:
- Loading magazine (62, 200, 300, 400 vials)
- Additional dosing unit
- Additional fusion unit (Can be retrofitted if space is available in the frame)
- Cleaning module for crucible and dish
- Separate chiller for water